金属材料的生产、加工、运输和储存都需要智能传感器。在这些领域中,传感器能够实现高效、安全的生产和后续无故障处理。Micro-Epsilon在以下广泛的应用领域拥有专业技术和知识:起重机、机器零件和材料的定位,金属带和板材厚度的监控,以及冲压成型件的轮廓测量。
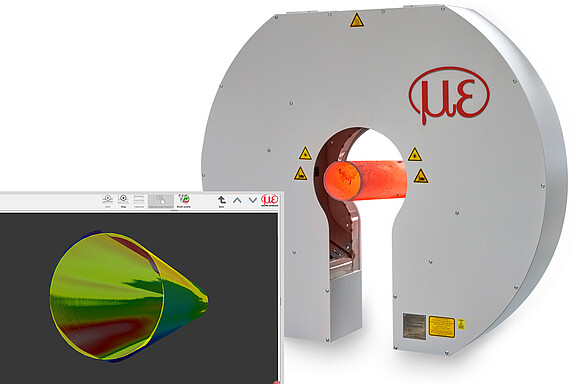
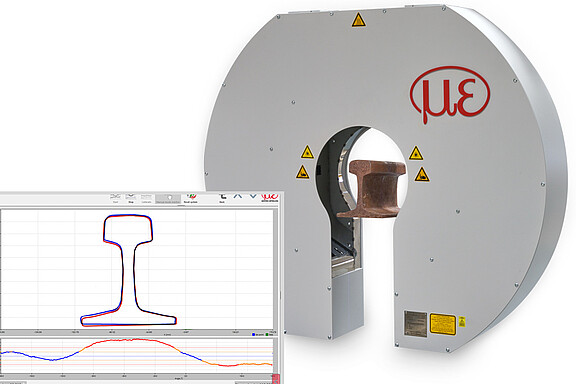
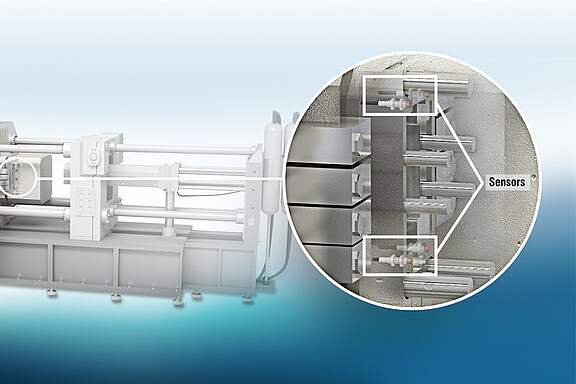
MPG 8208系统设计为马蹄形框架,并单独集成到生产线中。框架内有六个线激光三角测量传感器和一个全自动校准系统。激光将直线投射到待测表面上。从像机的角度看,这些线条会发生变形。传感器的基本校准是作为参考,将偏差转换为具体测量值。在高温等苛刻的环境条件下,传感器系统可通过复杂的集成冷却系统免受环境影响。
MPG 8208系统设计为马蹄形框架,并单独集成到生产线中。框架内有六个线激光三角测量传感器和一个全自动校准系统。激光将直线投射到待测表面上。从像机的角度看,这些线条会发生变形。传感器的基本校准是作为参考,将偏差转换为具体测量值。
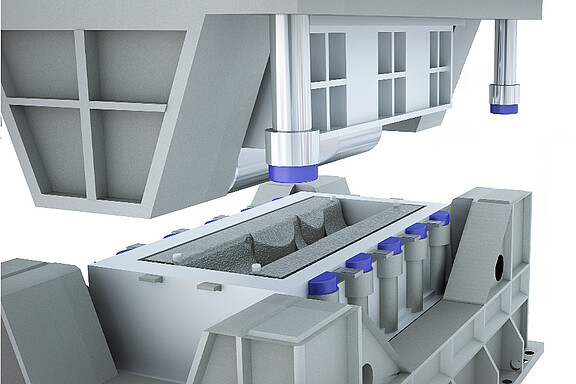
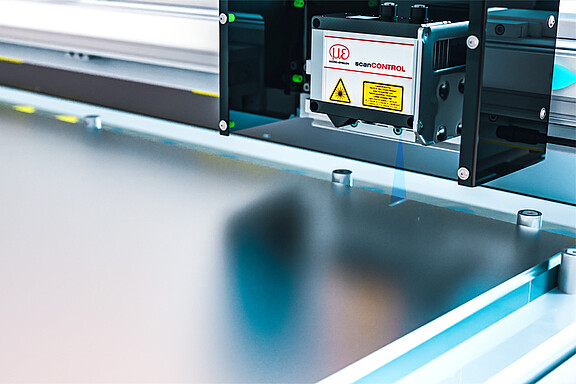
为了快速、全自动和高精度地加工这些巨大的穹顶,必须确定其形状和在生产线上的准确位置。由于穹顶的纯CAD数据通常与实际尺寸相差几厘米,因此在加工前可使用 scanCONTROL 2900 激光扫描仪测量盖板的3D轮廓。然后根据扫描仪生成的2D数据确定精确尺寸,扫描仪与 6D 扫描仪定位系统相连。扫描过程以高达60米/分钟的高速进行。因此,需要可靠的硬件触发器来获得目标的真实形状。Micro-Epsilon…
铝盖浇铸完成后,在铣削密封面之前,必须手动矫直盖板并将其分类为OK/NOK。此操作在恶劣的环境(铸造车间)中进行。早期使用的测量技术(探头)磨损严重,必须定期更换。为了最大限度地降低备件成本,客户决定采用非接触、非磨损的涡流测量系统。eddyNCDT 电涡流传感器可实现 3 点线性化,即使在目标几何形状复杂的情况下也能提供可靠的测量值,这一点对此测量方法的成功尤为重要。
为了防腐蚀,需要在金属带上涂一层锌保护层。为此,钢带要经过锌池,锌池会附着一层薄薄的锌。涂抹的锌均匀分布,并由空气刮板喷嘴刮平。为了达到所需的厚度,需要对空气喷嘴进行精确的距离控制。confocalDT传感器用于测量喷嘴距离。该传感器能够在高反射表面上进行精确的距离测量。由于测量速率高,空气刮刀喷嘴之间的距离可以高动态地检测和重新调整。
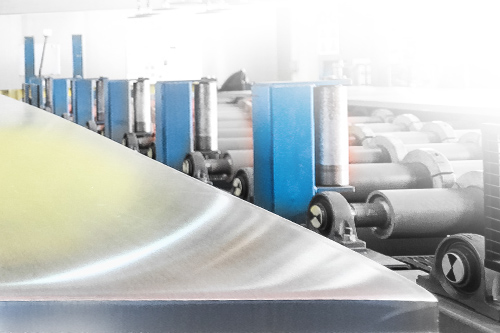
了解铝板的厚度对于生产铝板非常重要。非接触式轮廓测量系统使用电容传感器测量铝板的轮廓。同时,在测量过程中确定铝板的宽度。根据所获得的数据,可以更好地调整反向轧机架和后续轧机架。该系统集成在现有的轧辊轨道上。直接安装在裁剪机之前,板材固定不动,不会影响生产过程。
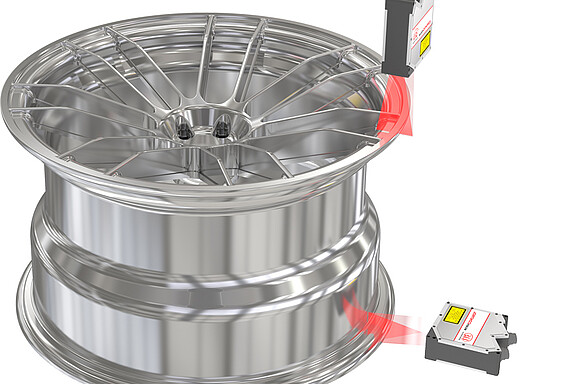
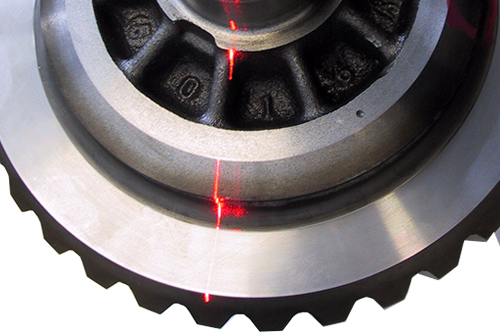
铝轮毂的生产需要最高质量,以便在后续使用中实现平稳运行。与触觉方法不同,Micro Epsilon scanCONTROL系列的激光扫描仪可用于此目的。这些传感器在一个集成测试仪中检查轮毂的所有几何缺陷。因此,可实现 100% 的在线质量控制。
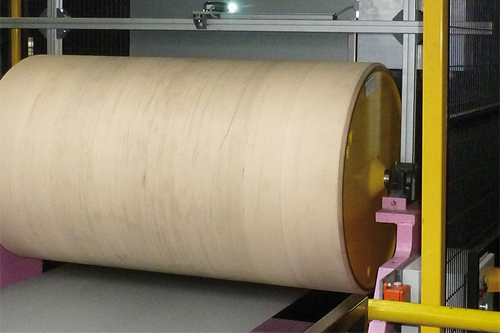
金属工业中的轧制带材缠绕在卷材上以便运输。在卷材开卷的后期处理过程中,必须了解有多少材料已经开卷。使用optoNCDT ILR激光长距位移传感器,该任务很容易解决。它连续测量卷材表面到中心的距离。卷材的厚度会因开卷而减小,这可以通过卷材表面到传感器之间距离的增加来测量。利用卷材厚度,可通过特定算法重新计算材料长度。
在金属行业中,轧制带材通常会被卷绕成卷状进行运输。在后续处理过程中,当卷材被展开时,了解已经展开了多少材料至关重要。通过使用optoNCDT ILR激光长距位移传感器,可以轻松解决这一任务。该传感器连续测量从卷材表面到中心的距离。随着卷材的展开,卷材的厚度会逐渐减小,这是通过测量卷材表面到传感器之间距离的增加来测量的。利用卷材的厚度,可以通过特定算法重新计算材料的长度。
金属行业的轧制板材通常会卷绕成卷以便运输。重要的是,在卷绕前和卷绕后都要检查金属带材的位置和边缘状况。这需要使用optoCONTROL光幕千分尺来完成。如果在卷绕或展开过程中卷材的边缘位于测量范围内,就可以确定其位置和边缘结构。这种技术可以确保卷材正确卷绕,并确保为展开过程提供了正确质量的金属带材。
为了在第一次轧制过程中监控板坯厚度,使用激光距离传感器从上方测量轧制材料。由于高温、蒸汽和乳液影响,需要远距离测量,为此使用了optoNCDT ILR3800激光距离传感器。传感器根据轧机和顶部板坯之间的差异来确定厚度。
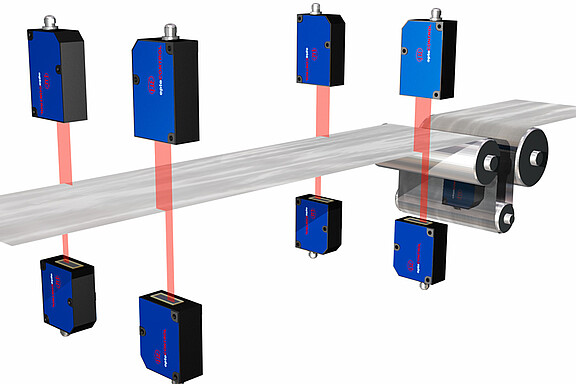
在测量金属带厚度时,基于激光三角测量的光学方法与其他方法相比具有许多优点。测量时无需接触,因此没有磨损。此外,无论材料状况如何,都可以根据带材表面进行精确的几何测量。Micro-Epsilon提供强大的测量系统,如C型框架和O型框架,可独立于合金运行。
在成型板材送入冲压机之前,使用激光光学位移传感器进行双层板材检测。两个传感器安装在连续板材的上方和下方,无论板材的确切位置如何,都能提供厚度值。
Micro-Epsilon的optoNCDT ILR2250-100激光距离传感器采用相位比较法测量卷材。对于该测量任务,传感器安装在卷材半径0.2至10米的距离处。它连续测量到卷材的距离。由于钢带卷的直径在开卷过程中不断减小,卷材与传感器之间的距离也随之增加。传感器可靠地检测到距离的变化,并通过 RS422 串行接口将其作为测量值传输到生产过程控制系统。现在,即使在材料完全开卷之前,也可以通过控制系统发出预警信息。 …
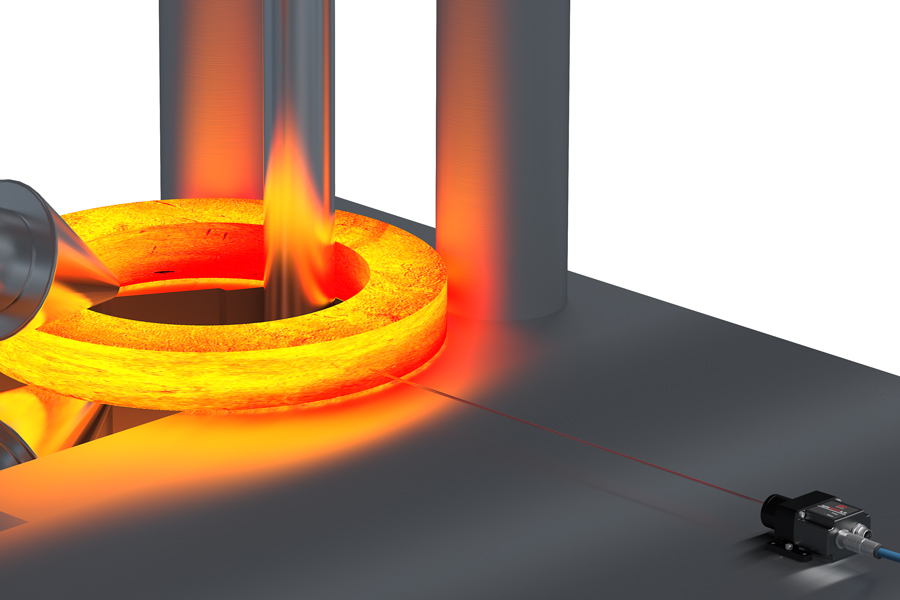
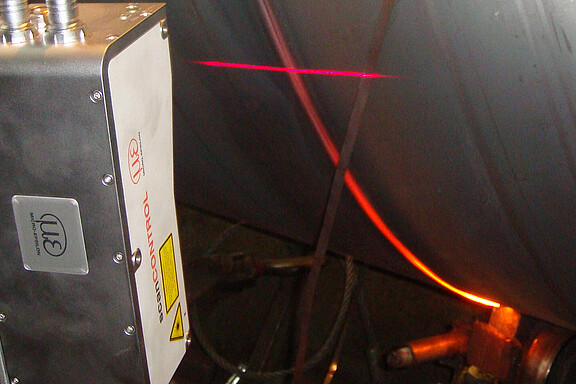
Micro-Epsilon的optoNCDT ILR2250-100激光距离传感器可用于此测量任务。它们采用相位比较法,即使在炽热发光的测量物体上也能提供可靠的结果。传感器安装在1米至10米的安全距离,可精确测量轧制过程中与轧制材料的距离。在生产过程中,环的直径不断增加,减小了与传感器的距离。传感器可靠地检测这种差异,精确可达毫米。生成的测量值通过数字接口直接传输到生产控制系统。现在可以计算直径以及剩余的轧制路径,该路径由实际体积和最终的实际尺寸组成。然后将结果传送到控制室进行可视化。 …
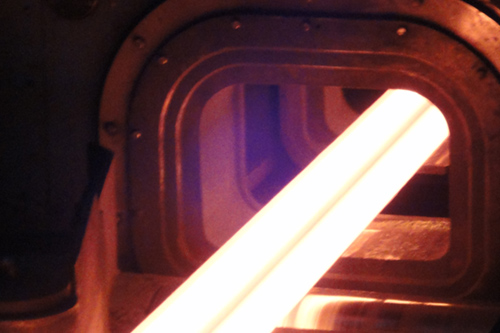
感应淬火过程中会产生应力,可通过再次加热到回火温度来抵消。然而,回火温度要低于淬火温度。温度测量采用 Micro-Epsilon 的高温计。
全自动焊接设备遍布众多工业领域。为了实现无缺陷焊缝,100%检测形式的质量控制是必不可少的。Micro-Epsilon的激光轮廓传感器可监控焊缝,并立即检测缺陷以及焊缝宽度和高度轮廓的完整性。
thicknessCONTROL C 型框架系统用于精确测量剪切生产线上金属带材的宽度、弧度和直径。该系统配有三个激光千分尺,可在带材停止时检测弧度。宽度测量是在 C 型架穿过金属带的过程中进行的。
变形的测量使用几个optoNCDT…
Micro-Epsilon的光学千分尺用于监控金属棒的厚度。使用X型框架测量系统可以连续测量直径。两台激光千分尺以高分辨率和高测量速率测量直径。X型框架能够测量不同的厚度,数字接口将数据传输到更高级别的控制系统。
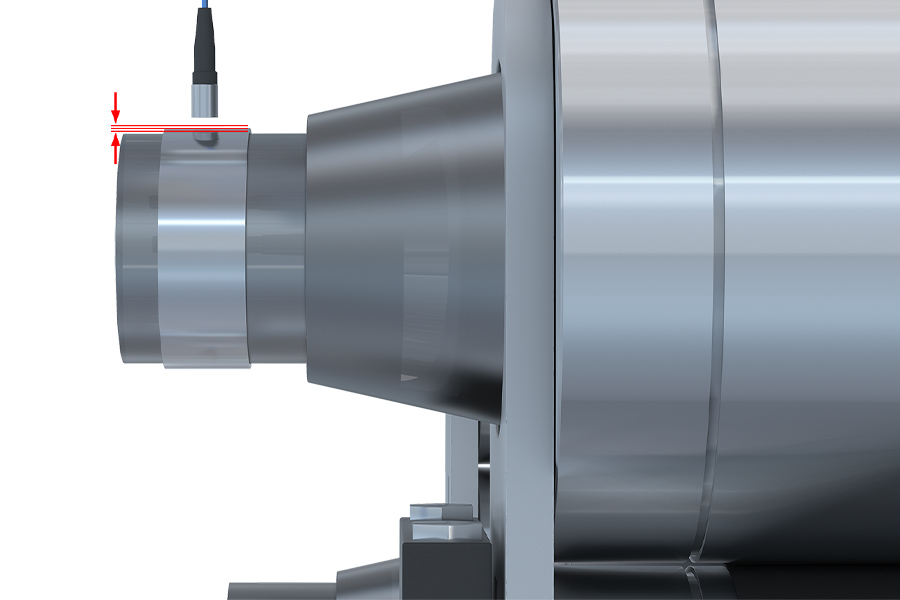
电容位移传感器用于确定轧辊的磨损。通过轴承间隙的变化间接测量轧辊的磨损情况。由于采用了电容传感器,测量连续且精度高。因此,磨损可以在早期永久确定和检测,这意味着可以有针对性地安排维护间隔。电容传感器也可以在温度波动较大的情况下使用,并提供高信号稳定性。
在生产高质量的钛锌板带材和板材时,表面会经过特殊处理。因此,锌产品的颜色在生产过程中就已经确定。
由于在生产金属带材时经常需要不同的宽度,因此必须在轧制过程后对带材进行修整,而且两台切割机都必须是电动移动的。现在,通过使用Micro-Epsilon的激光传感器进行差分测量来测量距离,从而无需再像以前那样手动检查是否符合目标尺寸。为此使用了两个 optoNCDT 传感器。
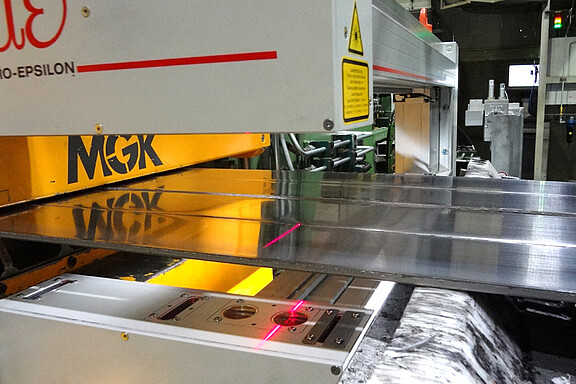
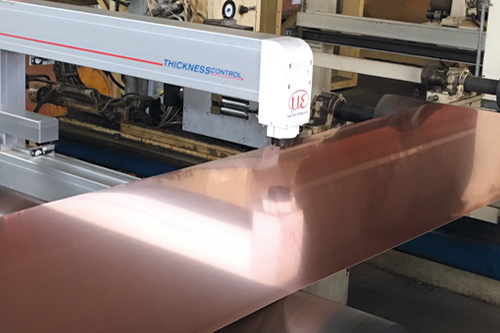
thicknessCONTROL MTS 8202系统用于冷轧机中工艺可靠的厚度测量。还可以测量反射和光亮表面,例如铜带、涂层金属和高光铝。为进行这些测量,系统配备光谱共焦传感器,可对变化的表面进行可靠测量。测量在无接触、无反应的情况下进行,因此即使是敏感材料也能可靠的测量。高测量速率还能可靠地检测动态过程。
新一代 thicknessCONTROL 厚度测量仪性能卓越,克服了光学测厚最困难应用领域之一的挑战。该系统设计用于热轧厂,可抵御恶劣的环境条件。在不同的操作模式下,这些测量系统都能提供最高精度的测量结果。该系统配备了创新的蓝色激光传感器。蓝色激光技术的国际专利测量程序可对700°C以上的炽热发光物体进行精确测量。thicknessCONTROL…
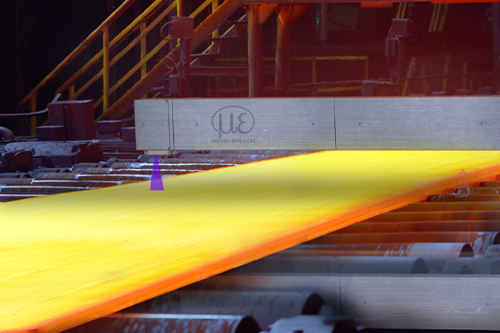
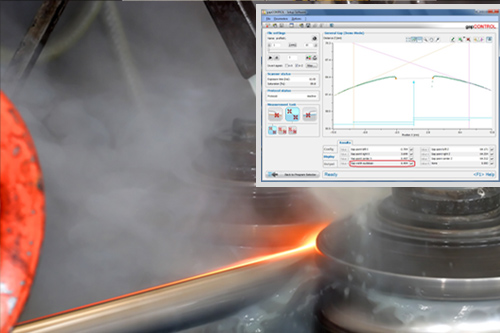
在型材轧机上,成型钢通常采用反向轧制。热轧棒材(高达1200°C)离开轧制机架后,要检查尺寸精度。在这里,蓝色激光传感器以高达10米/秒的材料速度测量棒材中心。optoNCDT1750-750BL配备了专利蓝色激光技术,可以可靠地测量发光物体。特殊的滤光器阻挡了发光目标的固有辐射。由于测量范围大,仅用一个传感器就可以可靠地检测轧制产品的不同几何形状。
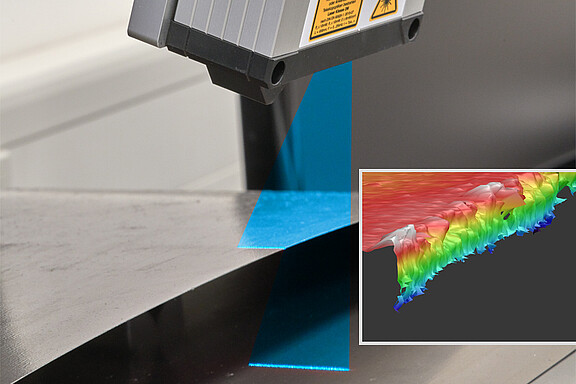
切割过程会在金属带的切割面上形成毛刺。对于毛刺的在线监控,使用scanCONTROL激光扫描仪,对板材边缘进行长期监测。由于采用了蓝色激光技术,可以确定具有高信号稳定性的精确测量值。超出限值的数据会直接传送到控制系统,从而对分切过程进行调整,例如,对刀具进行维修或调整路径控制。
完美的焊缝对于密封管道至关重要。因此,在螺旋焊接过程中使用scanCONTROL激光扫描仪来对准焊接侧面。这使焊接过程更加可靠。600 毫米的长基距和传感器的保护外壳在这里也很重要。
自动焊接机器人通常用于金属的焊接。对于可见部件,焊缝必须满足一定的光学标准,例如,不能有剩余的焊珠。为此,激光扫描仪直接安装在焊接头上。它可以测量所有焊缝,并在必要时安排机器人进行修正。
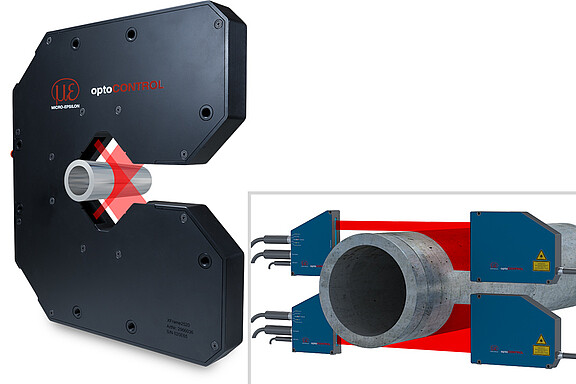
有缺陷的焊缝通常是管道泄漏的原因。因此,在焊接后使用轮廓扫描仪scanCONTROL从外部检查接缝。在此过程中,扫描仪被放置在管道上的测试装置中。手动对准后,扫描仪自动检查焊缝,并在此过程中自动对准管道中心。
在焊接管道之前,用激光扫描仪监控间隙。扫描仪可提供精确的读数,从而输出中心点的位置。这样,管道就会相对于焊头进入最佳位置。由于扫描仪的高轮廓频率,还可以监控动态过程。
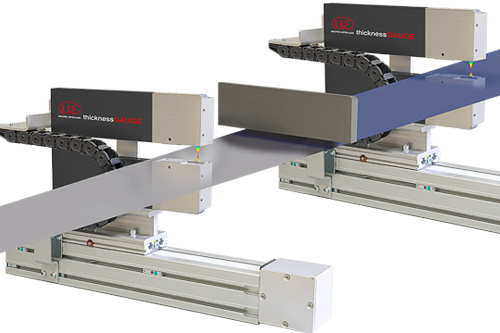
两套同步thicknessGAUGE系统用于精确测量涂层过程中的厚度。一套系统记录涂覆前的带材厚度,另一套系统监控涂覆后的厚度。涂层厚度由两个测量值之间的差值确定,并传输到系统控制器。该系统配备了光谱共焦传感器,测量精度高,不受表面反射影响。
Dimensionics开发了Disionic板材控制测量台,用于全自动测试板材的尺寸精度。它与Micro-Epsilon的激光轮廓传感器配合使用。传感器测量金属板材坯料,并检查其宽度、长度、角度、直线度、挠度(凸/凹)以及金属板材边缘的平面度。两台scanCONTROL 3000激光轮廓扫描仪安装在XY工作台上。每台扫描仪的测量范围为25 毫米,在板材 X 或 Y 方向的两个边缘上进行移动。蓝色激光技术确保传感器在要求苛刻的金属表面上获得最高的精度和可靠的结果。 …
两个辊子之间或辊子与支撑表面之间的距离是金属、塑料或其他材料轧制过程中的关键尺寸。在敏感工艺和高材料精度的情况下,必须不断检查间隙,以避免产生废品。接触感应式和非接触式方法都适用于这种情况。在接触方法中,传感器安装在滚轮导轨的外侧。间隙的变化被传递到柱塞,由电感传感器测量其位置变化。 在非接触式方法中,滚轮位于光幕千分尺的发射器和接收器之间。发射的光幕被辊部分覆盖。剩余部分通过间隙到达接收器。可以基于光量测量来计算间隙。 …
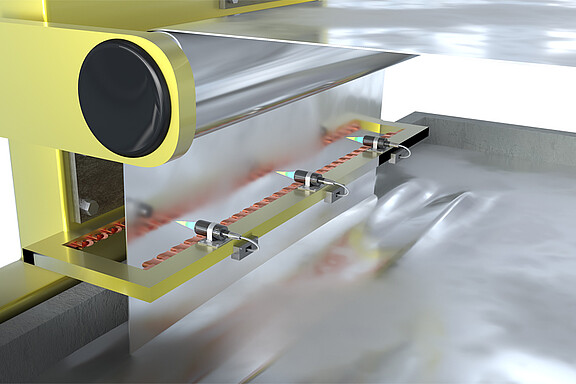
使用电涡流传感器监控刀具变形,可提高产品质量,延长刀具寿命并减少返工。通常,使用三到四个eddyNCDT 3005电涡流系统监测来以确保间隙的一致性。一个系统由一个紧凑和坚固的控制器组成、电缆和传感器组成。一体化的系统设计增强了坚固性和对外部因素的抵抗力,使系统对高温、灰尘、污垢或压力等恶劣的工业环境不敏感,无论在什么环境下都能提供准确的结果。由于eddyNCDT 3005系统的紧凑性,可以随时集成到现有机器中。 …