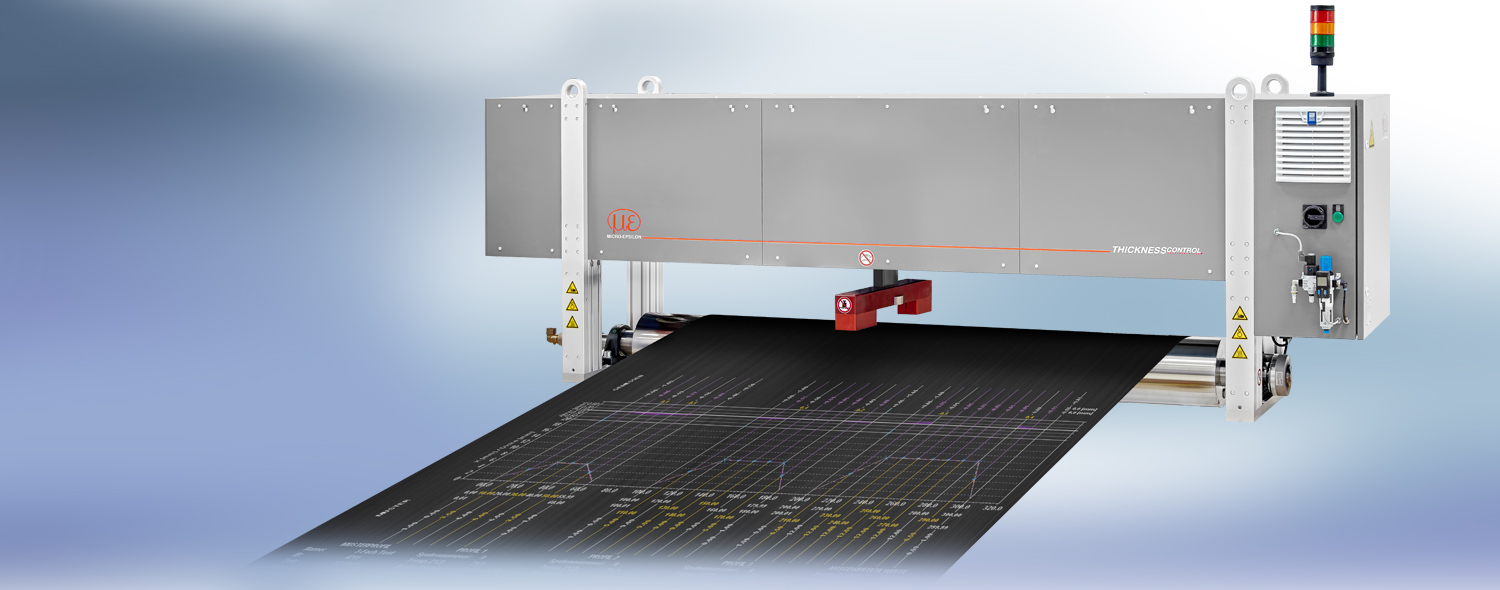
辊头安装的非接触式在线轮廓厚度测量(厚度 0.3 毫米至 18 毫米)
在生产绕线电阻器或板材时,厚度测量是控制和监控生产过程的关键因素。使用 RTP 系列可以测量不同精度等级、厚度范围和材料宽度的轮廓厚度。
优势:
- 保持高质量的产品,同时减少原材料的使用
- 通过可调节横移速度和高动态测量,在预热或产品更换期间实现快速控制
- 无需因同位素或 X 射线而产生后续成本
- 无磨损测量,而非辐射测试的半小时测量
- 原位校准带来最高的温度稳定性
- 客户定制可调接口
材料参数:
- 材料宽度从50毫米至3800毫米
- 进料速度可达 25 米/分钟
- 材料表面最高允许温度:100°C
RTP系列产品设计为C型或O型框架,配备特定应用的传感器技术(thru-beam和线激光三角测量)。

RTP 8301.EO 系统的工作原理是由一个光幕投影传感器、一个电涡流传感器和一个测量轴组成。电涡流传感器和光幕投影传感器安装在一个新型的测量夹具上。由于传感器测量夹具到滚轮的距离,因此检测到材料的下侧。由于传感器的性能与测量任务特别吻合,因此可以实现巨大的测量间隙,同时提供最高的精度。光幕投影传感器检测材料的上侧。目标厚度就是两个信号之间的差值。测量夹具配有气动清洁装置,因此非常适合在恶劣环境中使用。轮廓仪的功能与 TIP 8301 类似。但是,它具有不同的操作员前端和评估功能
特点:
- 线性度±5µm
- 测量间隙15毫米
- 厚度尺寸测量,不受材料成分影响

RTP 8301.CT 基于激光三角测量传感器,确保测量不受材料常数的影响。该系统设计为 O 型框架,两个传感器都根据差分法检测厚度。为了确保最高精度,在生产过程中使用专门开发的光电工具对传感器的激光束进行精确调整。该系统测量速率高,是监控高动态过程的理想之选。该系统的 O 型框架机械结构包含一个补偿框架,它不会随温度变化而变化,用于避免使用其他传感器时测量框架的温度波动。轮廓仪的功能与 TIP 8301.CT 类似。但是,它具有不同的操作员前端和评估功能
特点:
- 线性度±5µm
- 测量间隙18毫米
- 厚度尺寸测量,不受材料成分影响
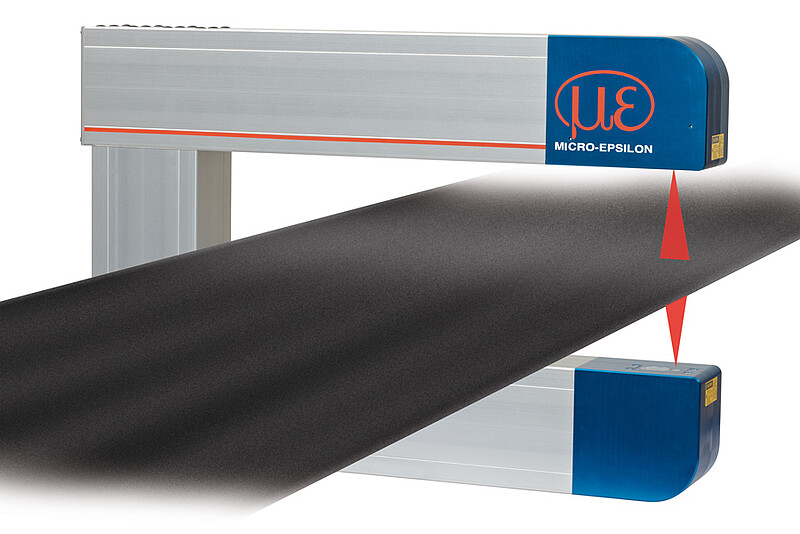
RTP 8302.T 以激光三角测量传感器为基础,确保测量不受材料常数的影响。为了确保最高精度,在生产过程中使用专门开发的光电工具对传感器的激光束进行精确调整。该系统测量速率高,是监控高动态过程的理想之选。该系统的 C 型机械结构可进行自动原位校准,以避免温度造成的干扰。
特点:
- 线性度±5µm
- 测量范围可达20毫米
- 浸入深度从 50mm 至 1000毫米
- 可根据要求提供特殊尺寸
- 测量速率为20kHz
RTP 8302.LLT 基于线激光三角测量传感器,确保测量不受目标材料表面特征的影响。与点激光传感器相结合,该系统在测量间隙宽度时精度更高。系统的 C 型框架机械结构可进行自动原位校准,以避免温度造成的干扰。
特点:
- 线性度±10µm,测量范围40毫米
- 间隙宽度300毫米
- 浸入深度从 50° 到 1000毫米
- 可根据要求提供特殊尺寸
- 测量速率为2kHz