作为机械制造和机械设计领域的长期合作伙伴,Micro-Epsilon 提供各种传感器和测量系统。位移传感器小型化并集成到机器中,可测量机器运动、定位和移动路径,确保机器安全运行。对于自动化机器和过程集成机器,Micro-Epsilon传感器可监控各种尺寸的制造产品。
特别是在恶劣的环境条件下,如油、灰尘、压力、振动和温度,Micro-Epsilon 传感器都能以高精度和良好的条件进行测量。
Qsigma 设计的弹簧测量系统 (SMS) 可对螺旋弹簧和其他部件进行精确的3D测量。该系统主要用于原型开发和批量零件的 100% 检测。SMS 能自动识别弹簧、评估钢丝轮廓并确定钢丝直径,即使钢丝直径波动很大也不例外。scanCONTROL 2950 传感器在 Z 和 X 方向都有很大的测量范围。因此可以对高度达 70 厘米、径向达 30 厘米的弹簧进行快速扫描。扫描范围大,点密度高,可精确评估钢丝直径。 …
为了及时检测铝带厚度的错误,optoNCDT激光三角测量传感器被用作同位素测量系统的现代替代解决方案。在测量位置,传感器相对安装,分别位于输送铝带的上方和下方。无论铝带的精确高度位置如何,传感器都能根据简单的距离信号计算(F=Ref.-(A+B))提供确切的材料厚度。
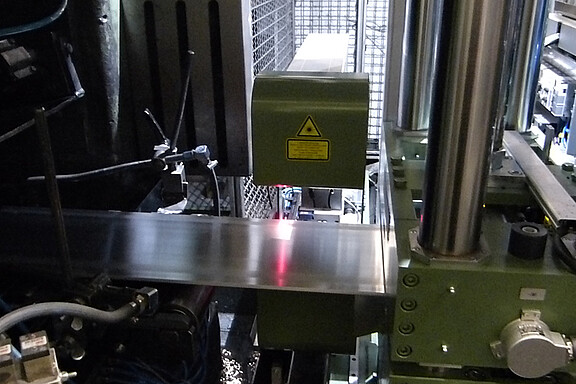
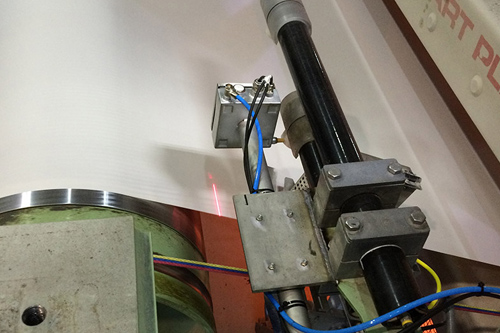
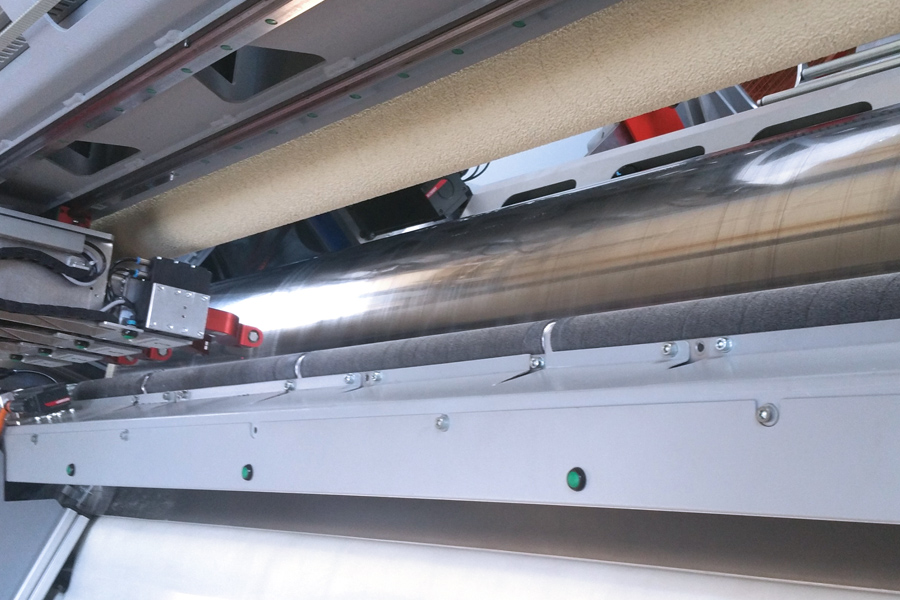
如果纸张在压光机中的运动不完全在一条线上进行,加热后的压光机辊子会直接压到对面辊子的涂层上,从而损坏涂层。修复这种特殊涂层甚至更换整个辊子的成本非常高,因此必须控制纸张边缘的位置。这就是 Micro-Epsilon 线激光传感器的用途所在,它能将纸张边缘的准确位置直接传送到机器控制系统。
在此应用中,MDS 传感器可在片剂包装过程中识别泡罩包装机中的异物。通过上方接触辊的移动,可以检测到泡罩包装和覆盖材料之间的异物。超过预定义的点会触发警报。
在铝铸造厂或铸造车间,铸件被浇铸成形,形成小棒,即生铁。成型过程中的料位对于确保生铁重量的一致性至关重要。使用特殊的非接触式测量设备可以记录填充深度。在这些应用中,奥地利系统制造商使用激光扫描仪。
一致的纱线厚度是纺织行业生产高质量产品的先决条件。因此,必须消除自然产生的纱线粗细波动。使用拉伸工具将纱线拉伸到恒定的粗细。用于控制拉伸工具的测量数据由间接测量厚度的电涡流传感器提供。粗细通过感应辊传送到电涡流传感器。拉伸后,加工操作的结果也由电涡流传感器进行检测。
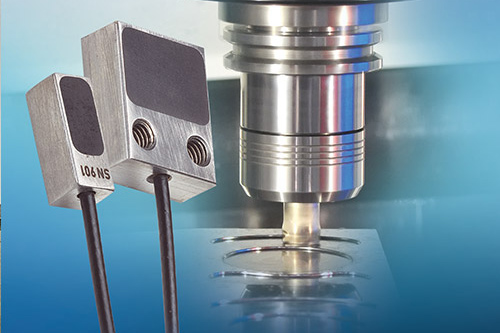
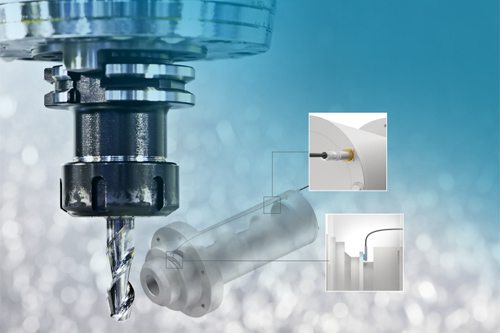
由于高速加工和产生的热量,铣削主轴的线性热膨胀需要得到补偿,以便始终保持工具在预定位置。Micro-Epsilon 开发的 SGS 传感器可测量主轴的热膨胀和离心力膨胀。除了测量线性热膨胀外,还能检测并输出传感器的温度。
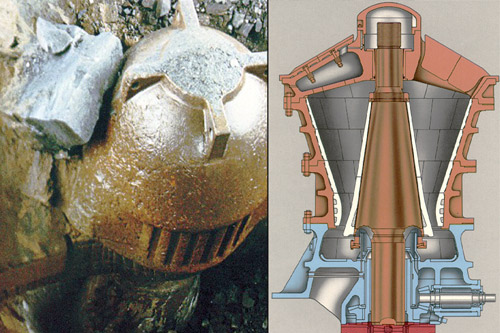
采石场或矿场的旋回破碎机可在一小时内将3500吨的材料破碎至所需的粒度。为此,偏心轴承套产生破碎机轴的旋转振荡运动,从而不断改变间隙 在破碎机颚和破碎锥之间。碾磨时,设定的间隙沿着破碎室的内周不断移动。通过液压缸中的长距离传感器,可通过升降轴精确调整破碎间隙。
这项任务使用电涡流传感器以微米级精度测量曲轴的位置。既需要连续的距离控制,又需要与磨削工具保持一致的距离。因此,模拟传感器信号被传输到 PLC。PLC 根据测量值调整磨削工具的位置。由于磨削过程中使用冷却液(油),因此电涡流位移传感器非常适合。该应用解决方案也可作为一种改进方案集成到现有系统中。
SGS 4701位移测量系统(主轴增长系统)是专为高速铣床应用开发的。由于高加工速度和产生的热量,精密机床中主轴的线性热膨胀必须得到补偿,以便将刀具始终保持在规定的位置。SGS传感器测量主轴的热膨胀和离心力膨胀。这些测量值作为校正值输入CNC机床,以补偿任何定位误差。SGS 4701基于涡流测量原理运行。这种非接触测量方法无磨损。此外,测量过程不受热量、灰尘和油污等干扰。 …
现代机床的刀库非常复杂,其中装有各种刀具,可由机床自动拾取。为了准确拾取这些刀具,刀架必须精确定位。为了检查刀架的位置,使用optoNCDT 1420激光传感器,从上方和侧面测量金属刀架。尽管金属表面反射强烈,这些智能激光传感器因其高测量速率而脱颖而出,同时提供精确的测量值。
在现代机床中,零点夹紧系统确保工件、夹紧站和工件托架的重复定位。Micro-Epsilon的磁感应位移传感器测量工件托架锁定的夹紧气缸的位置。将夹紧螺栓插入气缸会改变锁定单元的位置。连接在锁上的磁铁是传感器的测量对象。传感器永久测量磁铁的运动,并将其传输到控制系统。Micro-Epsilon 的磁感应传感器既有微型尺寸,也有用于大批量生产的 PCB 解决方案。特别是在串行应用中,mainSENSOR系列以出色的性价比给人留下深刻印象。 …
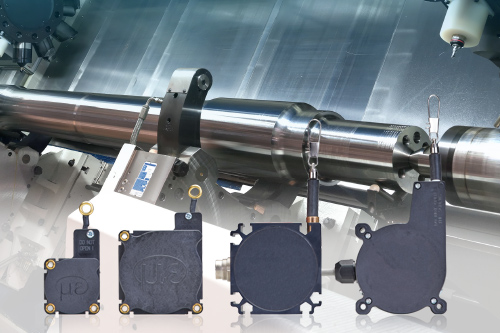
尾座是车床或铣床的重要部件。尾座通过夹在工件前端中心孔中的顶尖支撑长工件。为了检测顶尖,使用了来自Micro-Epsilon的紧凑型拉绳传感器。测量线与顶尖相连,测量尾座的位移。
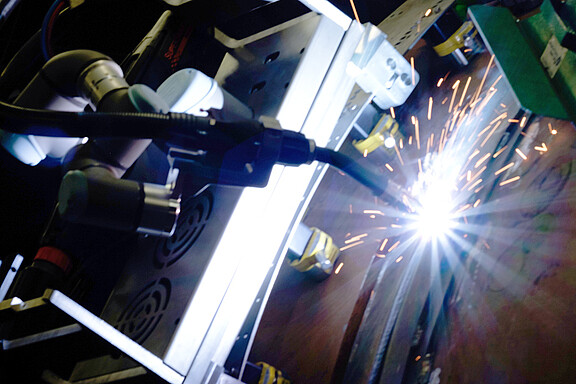
丹麦 Inrotech A/S 公司依靠 Micro-Epsilon 的传感器实现了全自动过程中焊缝的最佳质量。该公司开发了一种名为 "Inrotech-Crawler "的焊接机器人,可在进行焊接前预先计算焊接过程。因此,该机器人使用 Micro-Epsilon 功能强大的激光轮廓扫描仪提供的精确测量值。ScanCONTROL 2900 扫描仪固定在 Inrotech-Crawler…
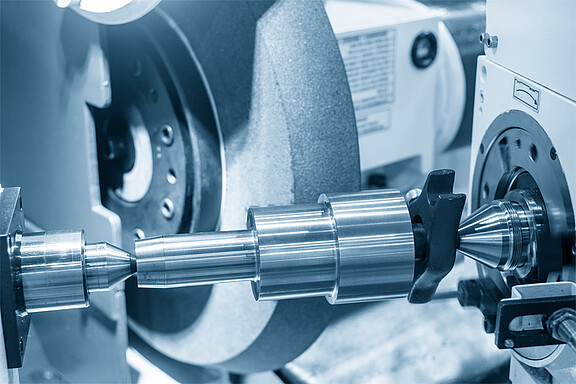
在高频主轴中,刀具的精确同心度或轴跳动起着决定性的作用。Micro-Epsilon的非接触式电涡流位移传感器用于监控同心度或轴跳动。这些传感器以涡流技术为基础,即使安装空间内有油污,也能提供高分辨率。这就是实现微米级测量精度的方法。高频响应甚至可以监测转速大于 120,000 rpm 的高频主轴。在此测量过程中,eddyNCDT 3005测量系统对收缩到轴上的铝环进行非接触式测量。两个径向移动90°的传感器测量与主轴的距离,以便将值传输到控制系统。 …
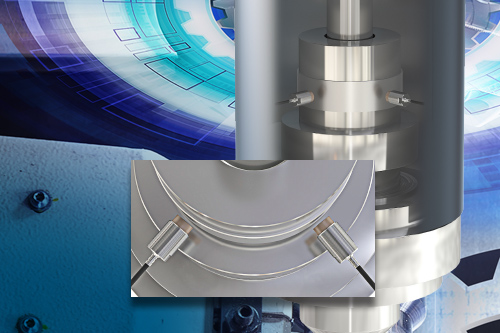
如果材料网的位置未被识别或识别错误,这可能会导致因切割错误和因控制器信号缺失而导致的机器故障,从而造成浪费。。因此,Micro-Epsilon的optoCONTROL CLS-K-31光纤传感器用于位置检测。传感器可靠地检测卷料的起始位置。它直接安装在其中一个切割刀片上,当织物处于切割位置时,可在约 140 毫米的距离内识别出来。开关输出(PNP)将信号电平直接传输到控制器,然后开始裁剪过程。通过这种方式,切割元件可以根据材料的不同,精确定位到 0.5 至 2…
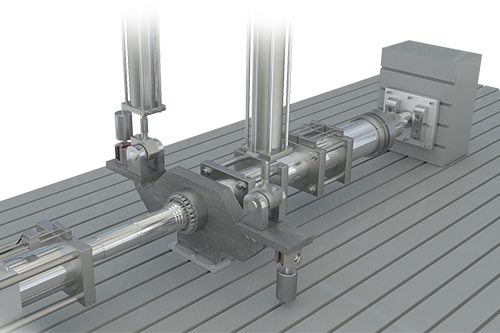
电机轴的扭转强度是发动机使用寿命和可靠性的决定性因素。为了确定扭转阻力,INC5701 倾角传感器检测轴在规定扭力下的扭转情况。为此,Micro-Epsilon 公司的两个角度传感器横向安装在水平排列轴的两端。电机轴的一端被牢固固定。另一端通过液压装置进行扭转。两个角度传感器连续记录轴的扭转情况,并提供精确的测量结果。
静压轴承用于大型设备和机械,如石磨、伸缩装置等。监测间隙大小是一个关键因素,因为液压系统中的任何干扰都会导致压力下降,在极端情况下,压力下降会导致间隙关闭,从而造成轴承损坏,最终导致系统故障。在这种情况下,由于老化的设备也必须进行改造,因此系统必须易于安装。由于该设备的使用寿命较长,且在全球范围内使用,因此传感器应易于更换。因此,可使用eddyNCDT 3001系列的非接触式电涡流位移传感器。 …
在压纹机中,车身ID被冲压到车架上。压花深度必须在规定的公差范围内。为了定位压花工具,使用Micro-Epsilon的激光三角测量传感器检测压花工具和部件之间的距离。压花完成后,传感器测量压花的轮廓,确保所有字符的压花深度都达到要求。
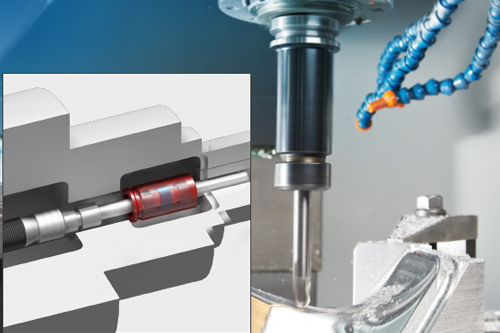
通常情况下,在高性能机床中使用提供开关信号的启动器和开关环来监控夹紧位置。然而,这些需要复杂的调整和设定。Micro-Epsilon LVP系列的模拟传感器可提供显著的改进。圆柱形传感器集成在释放装置中,直接测量拉杆的夹紧行程。拉杆上固定有一个环,作为传感器的目标。LVP…
在饮料灌装过程中,精确的剂量是一个关键因素。该传感器测量灌装线的阀门升程,并在35毫米的测量范围内设置多个开关点。MDS-45-Mxx系列的密封不锈钢外壳是食品工业的理想选择。
对轧制金属板表面质量的要求不断提高。例如,钢板可用于厨房的不锈钢面板,铝板也可用于汽车领域。表面必须完美无瑕,才能为客户提供高质量的外观。因此,轧钢厂采用测量设备来获得轧制金属板的所谓平面度。平整度是指板材在未受力状态下的表面平整度。
轴承非计划停机可能会导致高成本。然而,如果能及早识别轴承损坏,就可以在计划停机期间进行维护工作,从而最大限度地减少成本。Micro-Epsilon的加速度传感器可用于轴承损坏的早期识别。该传感器可测量静态和动态加速度,因此非常适合测量转子速度非常低(≤0.2 Hz)的轴承的振动。由于良好的信噪比、高分辨率和温度稳定性,该传感器可用于石油和天然气行业、石化、发电厂、采矿、钢铁和水泥行业以及造纸行业的测量任务。 …